
Débuter avec l’impression 3D : mon retour d’expérience avec une Prusa i3
Sommaire
Je possède depuis quelques mois une Weasy 3, vendue par Easy-3D-Store à Orléans (45), c’est une des nombreuse variante de la Prusa i3.
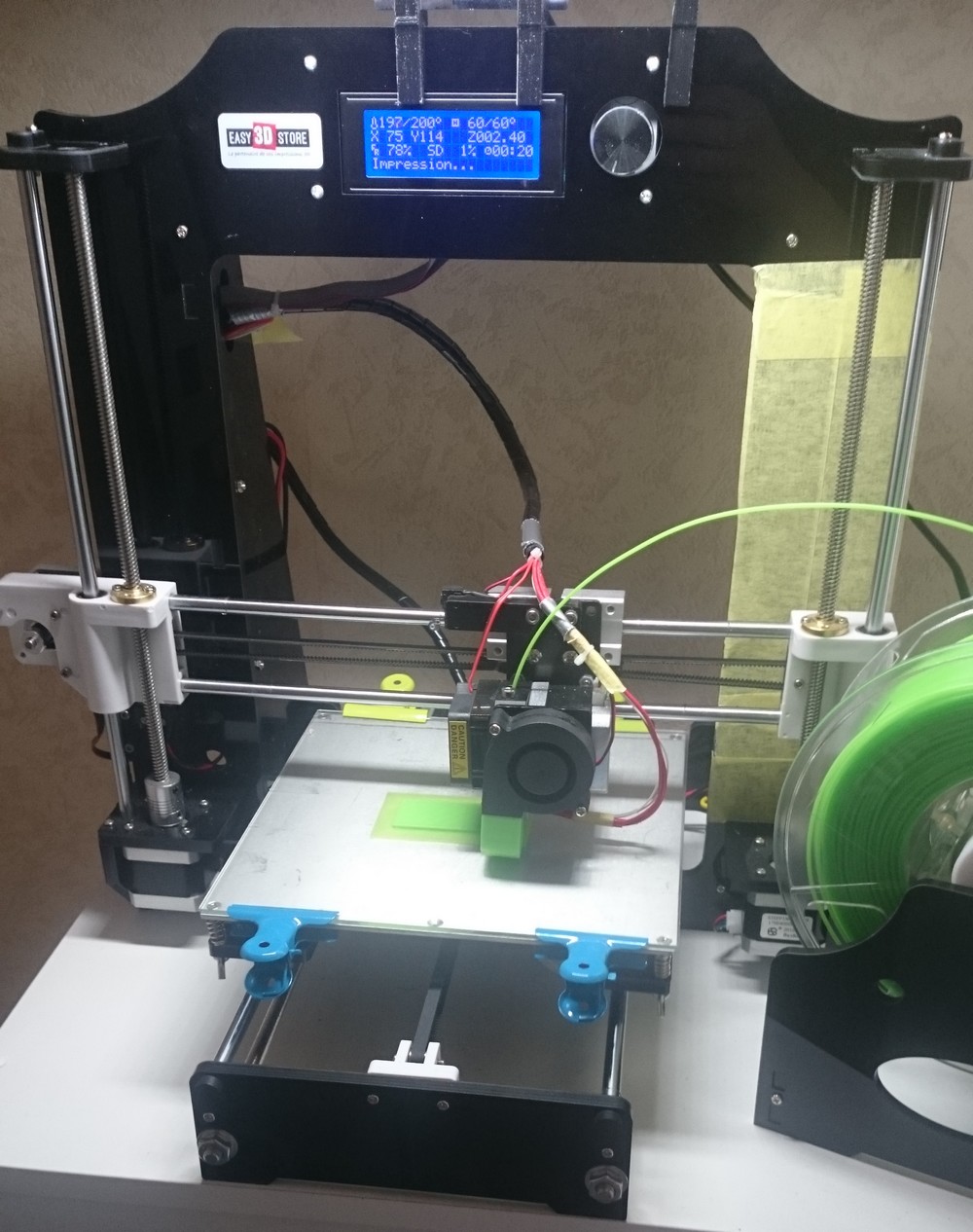
J’ai imprimé différents modèles de différentes tailles, avec des matériaux différents (ABS, PLA), des tailles de buses différentes, avec et sans supports, à des vitesses et températures différentes, etc. Certains modèles téléchargés sur internet et d’autres de ma conception.
J’ai constaté que chaque paramètre d’une impression pouvait faire la différence en fonction du matériel utilisé, de la taille de la buse, du rapport taille / temps d’impression. J’ai appliqué à chaque fois la même méthode : chaque nouvel essai pour imprimer un modèle se rapproche du rendu idéal, chaque nouvel essai ne doit se différencier du précédent que d’un seul paramètre à la fois. Il faut expérimenter et tout doit être noté et pris en compte pour les prochaines impressions.
L’impression 3D, aussi amusante soit-elle peut parfois s’avérer compliquée et frustrante. Voici mon retour d’expérience.
Réglages de l’imprimante
Réglage plateau
La Weasy 3 possède un plateau chauffant. Si c’est également votre cas, la première chose à faire est de le recouvrir afin de ne pas imprimer directement dessus. L’idéal est l’utilisation d’une plaque en verre d’environ 3mm d’épaisseur. Il existe aussi des revêtements adhésifs mais je préfère les éviter : ils laissent des traces de colle et se détériorent à chaque impression.
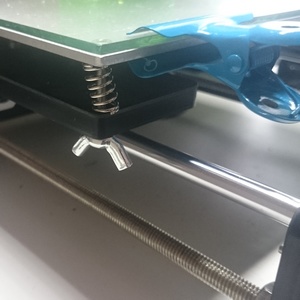
La meilleure solution est l’utilisation d’une plaque en verre. Les magasins de bricolage font souvent de la découpe de bois et de verre, la plaque ne vous coûtera pas plus de 3€ ! L’idéal est d’en acheter plusieurs et d’en fixer une au plateau chauffant à l’aide de pinces clips (ou pinces à papier). Cela vous permettra de changer la vitre rapidement et proprement.

Au niveau du plateau, accordez une importance particulière à son réglage en hauteur et à son inclinaison.
Sur la Weasy 3, la butée du capteur de fin de course Z est ajustable en hauteur, cela permet d’approcher au mieux la buse d’impression du plateau. Pour plus de finesse, les 4 coins du plateau sont ajustables afin de régler son inclinaison. L’idéal étant que la buse effleure le plateau ou son revêtement, sans le rayer. Vous devriez pouvoir glisser une feuille de papier entre la buse et le plateau.
Enfin, évitez de bouger les axes à la main, surtout l’axe Z si il est piloté par deux moteurs qui doivent rester synchronisés, cela déréglerait l’inclinaison du plateau. Votre imprimante 3D possède sûrement un menu pour actionner les moteurs des axes, servez-vous en !

Diamètre de la buse et épaisseur de couche
La Weasy 3 est livrée avec une buse de ⌀ 0.3mm. Un tel diamètre permet d’extruder des épaisseurs de couche entre 0.05mm et 0.2mm, selon votre imprimante.
J’ai personnellement opté pour une buse de ⌀ 0.5mm, je peux ainsi augmenter l’épaisseur de couche jusqu’à 0.3mm ! Le gain de temps est considérable, mais le rendu n’est pas aussi lisse qu’avec une épaisseur plus petite.
Exemple avec une estimation du temps d’impression d’un cube de 10*10*10cm, remplissage 20%, logiciel Cura.
| ⌀ buse | Épaisseur de couche | Temps d’impression estimé |
| 0.3mm | 0.1mm | 42h |
| 0.3mm | 0.2mm | 21h |
| 0.5mm | 0.2mm | 14h |
| 0.5mm | 0.3mm | 9h |
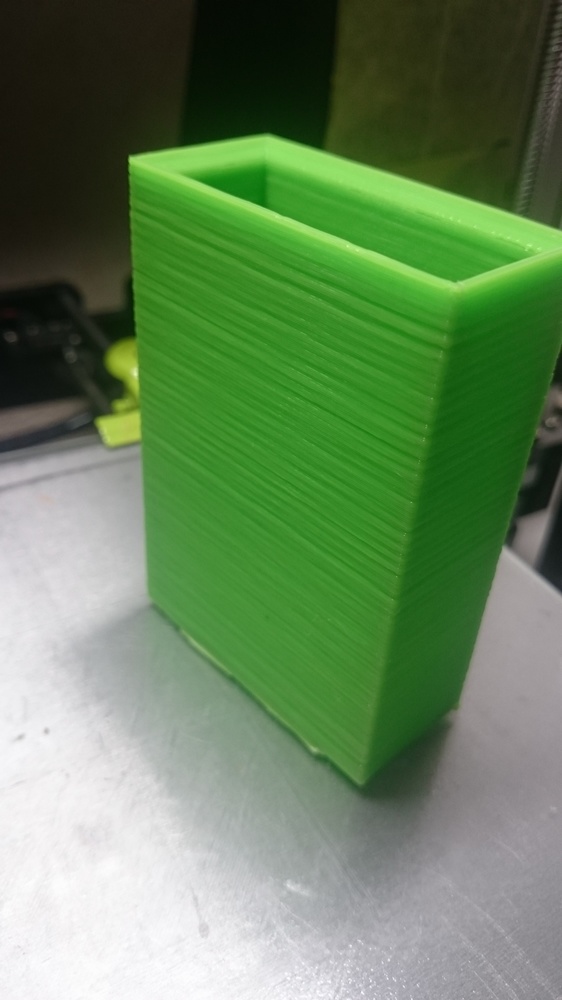
Une impression avec une épaisseur de couche à 0.3mm peut faire quelques stries notamment si le plateau n’est pas parfaitement incliné.
Avant l’impression
Conception de l’objet
Il existe des plateformes communautaires sur lesquelles des créateurs partagent des modèles 3D à télécharger. Les deux plus connus sont Cults3D et Thingiverse. La plupart des modèles sont gratuits et on y trouve de tout ! De la décoration, des outils, des jouets, des animaux, des objets coquins, et même les candidats à l’élection présidentielle de 2017…
Si vous souhaitez concevoir vous-même vos modèles 3D, vous aurez le choix entre différents logiciels plus ou moins faciles à prendre en main. Numerama a dressé un comparatif assez complet. J’utilise personnellement le logiciel libre Freecad, c’est selon moi la meilleure alternative gratuite à SolidWorks pour de la conception paramétrique.
Toutefois, si vous avez un besoin précis de modélisation 3D sans avoir les compétences pour le faire, de nombreux revendeurs proposent des services de modélisation et même de scan 3D d’objets existants.
Enfin, j’utilise avec la Weasy 3 le logiciel Cura pour transférer l’objet à l’imprimante. Son rôle est de convertir le modèle 3D au format STL en instructions d’impressions au format gcode avec l’ensemble des paramètres relatifs à l’impression : températures, épaisseur de couche, vitesse, type de filament, remplissage, épaisseur des bords, etc.
Angles et supports
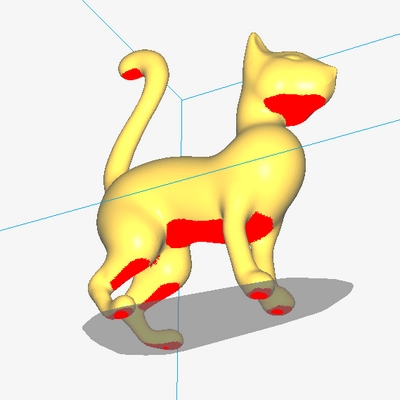
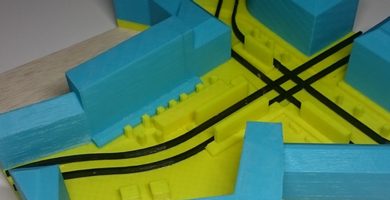
Si vous concevez ou téléchargez un modèle 3D, soyez attentifs aux zone trop horizontales : l’imprimante ne peux pas imprimer dans le vide ! Évitez les zones au-delà de 60 degrés d’inclinaison.
Exemple ci-dessous. Cura affiche en rouge les zones concernés. Pour régler le problème, Cura me propose d’ajouter un support : il va insérer automatiquement de la matière sous les zones concernées. Ces supports sont généralement très faciles à enlever et ne consomment pas beaucoup de filament.
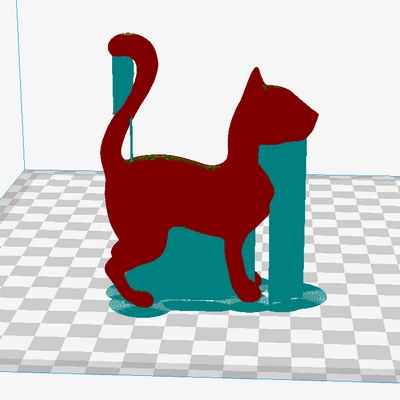
Le résultat en images :


Warping, laque d’impression et jus d’ABS
En fonction du matériel utilisé et des conditions d’impression, vos impressions 3D peuvent subir du warping : les bords de vos modèles se décollent du plateau pendant l’impression. Il peut être utile dans ce cas de recouvrir votre plateau avec de la laque ou du jus d’ABS, en plus du revêtement (ruban adhésif, plaque en verre, etc.).
La laque d’impression 3D est très utile pour le PLA, vous en trouverez dans toutes les boutiques d’impression 3D. Vaporisez-la sur votre plateau avant chaque impression.
Le jus d’ABS (utilisé pour l’ABS) est un peu plus compliqué à obtenir, vous devez le fabriquer vous-même. Mélangez 100ml d’acétone avec environ 10 grammes de chutes d’ABS dans un bocal en verre et laissez reposer plusieurs heures en mélangeant de temps en temps. Il arrive que l’ABS mette un certain temps à se dissoudre, soyez patient.
Lorsque que le jus d’ABS est prêt, étalez-le à chaud sur votre plateau avec un pinceau, laissez l’acétone s’évaporer et vous obtiendrez une fiche couche d’ABS sur votre plateau, vous pouvez imprimer dessus.
Il arrive que le jus d’ABS colle à votre pièce lorsque l’impression est terminée. Quoi qu’il arrive le jus d’ABS est assez facile à nettoyer avec une spatule et de l’eau chaude.
Enfin, soyez prudent avec l’acétone : c’est un solvant volatile. Portez des gants et des lunettes lorsque vous le manipulez, faites-le dans un endroit ventilé.
- Plus de détails sur le warping sur www.primante3d.com
- Plus de détails sur le jus d’ABS sur www.makershop.fr
Réglages d’impression
La taille de la couche d’impression doit être déterminée selon plusieurs critères : le diamètre de votre buse, la précision voulue, le temps d’impression, etc. J’utilise généralement une couche d’impression de 0.3mm avec une buse de ⌀ 0.5mm. Pour des impressions plus fines – et plus longues – une couche de 0.1mm est nécessaire.
Le réglage du remplissage et l’épaisseur des bords est moins compliqué : j’utilise pour presque toutes mes impressions un remplissage de 20% et des bords d’au moins 1mm. Si votre modèle ne comporte pas de parties qui pourraient se casser facilement, il n’est réellement pas nécessaire de le remplir au delà de 20%, vous ne ferez que consommer plus de filament.
Les températures de la buse et du plateau doivent être déterminées selon le type de filament. J’utilise personnellement les réglages suivants :
| Type de filament | Température plateau | Température buse |
| ABS | 90°C | 230~240°C |
| PLA | 60°C | 200~210°C |
Il peut être utile de modifier la température de la buse de quelques degrés en fonction de la couleur et de la marque de votre filament. Par exemple, j’obtiens de bons résultats en ABS avec du rouge de chez eSun à 230°C et du violet de chez SOVB à 240°C
Enfin, pour revenir sur le warping, il est possible d’appliquer un brim ou un raft sur votre impression pour en améliorer l’adhérence. Le brim est une couche imprimée autour de la base de votre pièce tandis que le raft est une série de plusieurs couches imprimée sous la pièce. Le raft est extrêmement difficile à enlever sans endommager la pièce. Le brim, lui s’enlève facilement et je ne peux que vous conseiller de l’utiliser pour chacune de vos impressions.
Il n’est pas rare que les premiers centimètres d’une impression soient mal extrudés ou n’adhèrent pas très bien. Tous ces petits défauts seront présents sur le brim, et non sur votre pièce.
Préchauffage
Avant de lancer une impression, faites préchauffer votre imprimante pendant plusieurs minutes, le temps que la dispersion calorifique s’achève.
La tête d’impression doit être chauffée sur toute sa longueur et la surface du revêtement de votre plateau doit être à la même température que la capteur situé sous le plateau.
Vitesse et ventilation
La qualité de votre impression dépendra directement de la vitesse d’impression. Cura propose par défaut une vitesse de 50mm/s, mais je descends généralement à 40mm/s, surtout pour de l’ABS. Il est possible avec la Weasy 3 de régler la vitesse pendant l’impression. C’est très pratique pour imprimer les premières couches un peu plus lentement.
Pendant l’impression
Il n’y a pas grand chose à faire pendant l’impression si ce n’est attendre patiemment et admirer votre création prendre vie. Restez quand même à côté, gardez votre imprimante à porté de nez et d’oreille pendant l’impression.
Plusieurs problèmes peuvent survenir : la bobine peut s’emmêler, la pièce peut se détacher à cause du warping, etc.
A ce propos, lisez mon top 5 des meilleurs moyens de déclencher un incendie avec une imprimante 3D.
Après l’impression
Juste après
La première chose à faire après l’impression est de retirer le filament avant que la température ne redescende, pour éviter de boucher la tête d’impression. L’astuce est d’enfoncer de quelques millimètres le filament dans la tête d’impression puis de le retirer et normalement toute la matière vient, il n’y a pas de restes de filament.
Enfin, laissez refroidir le plateau et retirez l’objet à froid. C’est là que vous allez jouer de la spatule, avec délicatesse si vous ne voulez pas casser votre création.
Traitement de l’objet
L’objet retiré, enlevez les brims, rafts et autres supports. Poncez-le pour enlever les imperfections.
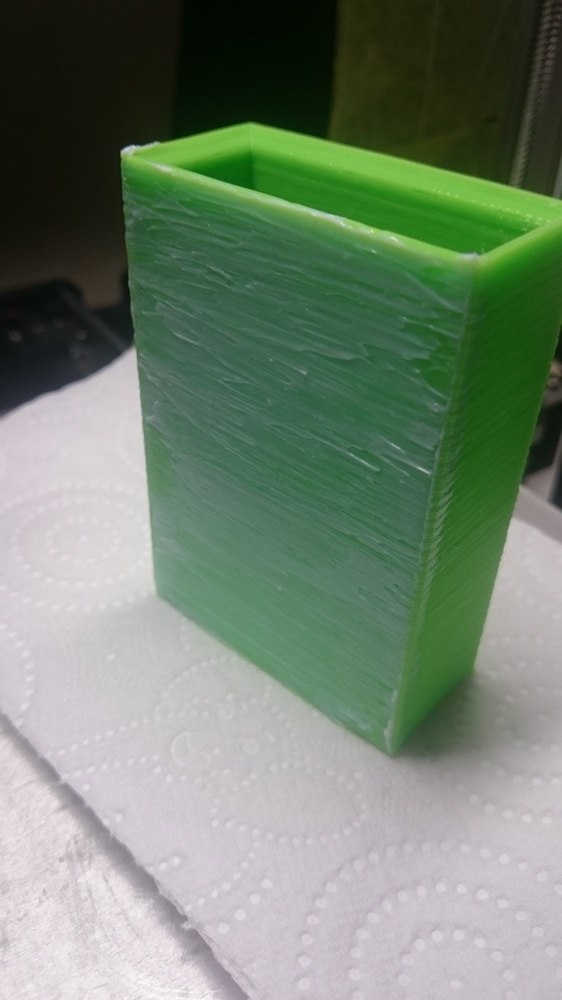
Je recouvre la plupart de mes objets – ceux n’ayant pas trop de détails – avec une colle transparente. Sans vouloir faire de publicité, le Pattex « Ni clou ni vis » Invisible est parfait pour ça !
Exemple avec un modèle imprimé avec une épaisseur de couche de 0.3mm qui présente quelques stries :
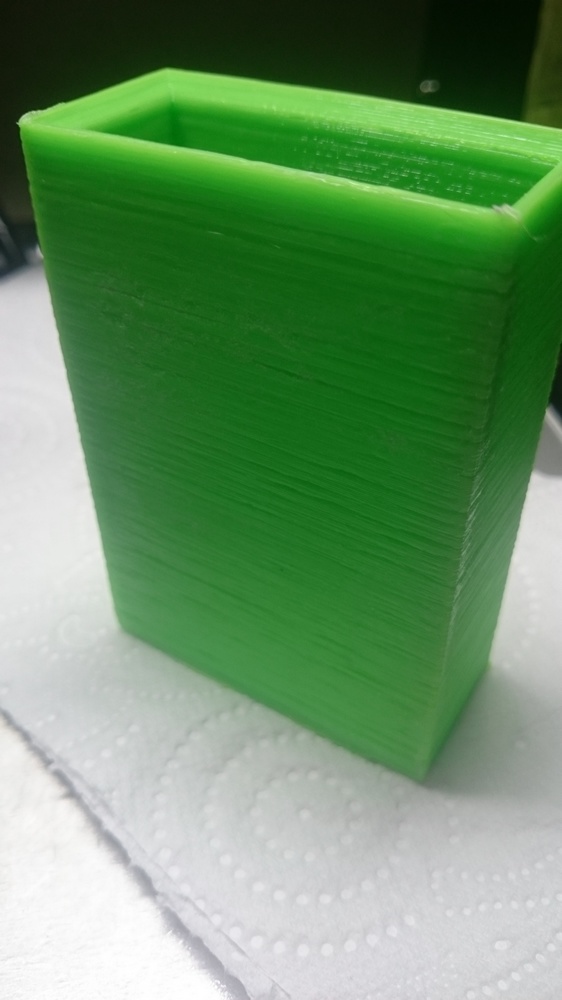
Enfin, je ponce avec du papier de verre P500 (grains de 30µm) et P1000 (grains de 18µm).
Pour certains de mes modèles creux, j’utilise de la mousse expansive afin de remplir l’objet. L’objet gagne en solidité. Attention, la mousse expansive est par définition… expansive !
Exemple avec une lampe en forme de demi-sphère.

Mot de la fin
Tout comme les logiciels libres, l’impression 3D passionne et c’est une innovation qui passe avant tout par le partage et par la capitalisation commune de la connaissance. La fabrication additive est une technologie qui existe depuis des décennies auprès des professionnels mais il aura fallu attendre qu’elle soit accessible aux particuliers pour qu’elle parvienne à son âge d’or.
En tant que débutant j’ai trouvé beaucoup de réponses sur internet et auprès de mon revendeur. Mais la véritable plus-value de la communauté se trouve sur les plateformes de partage de modèles, la plupart sont gratuits et libres de droits. Vous pouvez même imprimer des imprimantes 3D !
Possesseurs d’imprimantes 3D, je ne peux que vous recommander de partager vos travaux sur ces plateformes.
Nous posséderons tous d’ici quelques années une imprimante 3D à la maison, et elle sera aussi facile à utiliser qu’un lave-linge.
![]()
Un grand merci au magasin Easy 3D Store à Orléans (45) pour la photo d’en-tête, le matériel de qualité et leurs précieux conseils.


Merci pour toute ces explications forts intéressantes. Je désire debuter en impression 3d et grace à vos explications, et non commerciales, je trouve enfin des réponses à un certains nombres de mes questions.